
Возможные способы обработки
Срезать слой с 4 сторон болванки могут различные головки с лезвиями различного профиля:
- фрезерная. Выполняет только продольный выем древесины под паз. Фреза дискового типа выполняет задачу раскроя доски. Для этого на приемной стороне стола ставят фиксаторы выходящих полос;
- строгальная;
- фуговальная.
Большая часть промышленных четырехсторонних станков совмещает одновременно несколько видов резания. Перерабатывается материал круглого и квадратного сечения. Тонкие листы материала проходят 2х стороннее фрезерование, фугование.
Специфика конструкции
В конструкции четырехсторонний деревообрабатывающий станок включает 3 основные части:
- приспособление подачи заготовки;
- секция шпинделей с режущими органами;
- система установки рабочих параметров, регулировки, управления.
Есть модели, у которых несколько режущих механизмов, установленных последовательно по одной стороне прохождения детали (множественная обработка).

- Схема строгания заготовки на 4-х стороннем станке


- Схема обработки на 4-х стороннем пятишпиндельном станке

Виды этого оборудования подразделяют на 2 группы, каждая из которых представлена многообразием вариантов:
- переносной (мобильный) тип. Распространены такие четырехсторонние станки в домашних, малых ремонтных мастерских. Автоматизация, мощность, ассортимент изделий в небольших пределах, но дают возможность делать деревянные детали быстро в любых условиях;
- стационарный. Эксплуатируют в налаженном производстве для получения больших объемов бруса, вагонки, ламелей, рейки. Оснащены ЧПУ, набором различных заменяемых режущих органов. Обрабатывают различные виды сырья разных размеров. Такие фрезерные станки требуют обучения обслуживающего персонала из-за сложности управления, настройки, технического обслуживания.
Кроме 4х-стороннего оборудования промышленного производства, в частных хозяйствах работают установки по дереву, сделанные своими руками.
Подающее устройство
Регулировка толщины снимаемой стружки у четырехстороннего станка производится смещением по вертикали передней части стола.
Подачу древесины выполняют приводные вальцы (4 шт). Фиксацию по направлению движения – верхние, боковые прижимы. Верхние прижимы, вальцы выполняют свою роль за счет веса (собственного, дополнительного) или пружинных усилителей.
Доски подают в 4х сторонний станок непрерывно, без зазора между торцами последующих единиц. Разрыв требует новой заправки сырья в вальцы, что значительно продлевает время на изготовление продукции, увеличивает трудозатраты.
Повышение производительности достигается комплектацией автоматизированных линий подачи. В них совмещаются функции движения и позиционирования доски. Подача происходит со скоростью 8 – 22 м/мин. В последних серийных разработках, реализуемых в России, вальцы разгоняют подачу дерева до 100 м/мин.
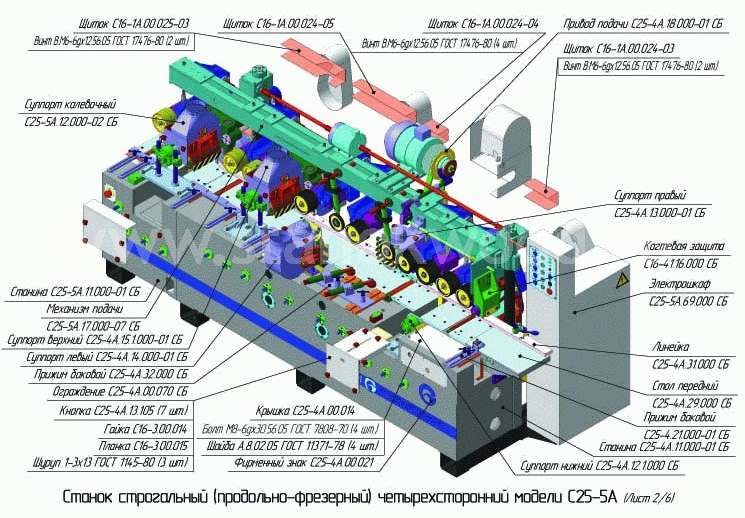
Устройство 4-х сторонних станков
Число оборотов ножевых валов 5000—6000 в минуту. В станках новейших конструкций ножевые валы делают до 9000 об/мин.
Зона обработки
Базовая установка включает 2 горизонтально располагающихся валов (верхний/нижний) и 2 шпинделя, расположенных вертикально. На шпиндель ставят головку с прямым или фасонным ножом. Вращение вала находится в пределах 5000 – 9000 об/мин.
Заданный габарит изделия задают соответственным перемещением шпинделя по горизонтали, посадкой/подъемом режущей кромки, наклоном продольной оси на угол до 25°. Толщина доски устанавливается смещением верхнего вала по вертикали.

Принцип работы станка
Компоновка узла может включать установку 5-го строгального вала для того, чтобы получить профиль по нижней плоскости детали.
Дополнительно, устранять волну на поверхности древесины от вращающихся головок, предназначены гладильные ножи. Блок неподвижных лезвий, расположенных под углом 45° к плоскости стола, снимает 0,02 -0,2 мм дерева каждой кромкой. Гребни волн от фуганка срезаются до заданной чистоты.
Управление
Снижение влияния человека в механическом процессе деревообработки, повышает его функции по точному замеру, расчету параметров для программного обеспечения, контролю каждой фазы работы оборудования, срочной необходимости сделать корректировку отклонений.
Контрольными точками являются:
- расчет скорости движения сырья для соблюдения заданной точности обработки;
- выставление каждого отдельного узла в расчетных координатах;
- синхронизация работы комплекса;
- очистка, удаление образующихся отходов.
В индивидуальном изготовлении это требует значительных затрат времени. При поточном производстве дает существенный выигрыш производительности, стандартизации качества готовой продукции из дерева.
Специализация
Установки для многосторонней обработки дерева достаточно сложны по устройству, чтобы делать один универсальный агрегат. В деревообрабатывающих цехах применяют разновидности, которым достаточно мочь быстро и точно выпускать определенный ассортимент изделий.
Выбрав четырехсторонний станок для профилирования бруса, производят профиль с соединением паз – шип, две ровные (полукруглые) стороны. Строгальная операция может быть совмещена на одном станке после прорезки профиля. Разнообразие вариантов геометрии сечения бруса определяется комплектацией режущих насадок.
Столяру, использующему четырехсторонний продольно фрезерный станок, упрощается работа по получению из дерева брусьев для дверных, оконных рам, плинтуса, детали шкафов, полового покрытия
Пиломатериал после дисковой пилы имеет низкое качество поверхности. Одновременно достичь нужной точности размеров позволяет четырехсторонний строгальный станок, нужной производительности. У него имеется от4 до 10 шпинделей, на которые, по необходимости, ставят и нож с пазовым лезвием по дереву. Это дает возможность эксплуатировать оборудование, как станок для производства профилированного бруса, исходя из производственных задач.
Выбор
Технические характеристики, электросхема, режимы работы, комплектация, программирование – все это нужно изучить по заявленным данным производителя. Особенности работы автоматики, требования к квалификации персонала, сырью, техническому обслуживанию необходимо учесть при организации производственного процесса, составлении технологических карт. Доступность сервисного обслуживания четырехстороннего фрезерного станка, запасных частей к нему, повлияет на бесперебойную работу.


